Toplotno upogibanje
Pri upogibanju cevi s peskom moramo bakreno cev nabito napolniti. Za trkanje po cevi uporabimo leseno deščico iz mehkega lesa. Površina cevi je relativno mehka in jo lahko hitro poškodujemo, zato je dobro, da uporabimo okrogel les.
Nato enakomerno segrejemo celotno zarisano površino loka, do rdečega žara, slika 1. Pri tem moramo opazovati celotno cev: njena površina bo najprej lisasta in nato razbeljena. Z gorilnikom vselej nihamo sem ter tja z enakim odmikom, sicer lahko hitro poškodujemo cev in jo prežgemo. Pri jeklenih ceveh lahko v tem trenutku gorilnik odmaknemo in s potegom ter s proti potegom pričnemo z oblikovanjem cevnega loka. Pri bakreni cevi teče toplota hitreje proti koncu zarisane dolžine cevnega loka vstran, sredina pa ostane ogreta dalj časa. Zaradi tega bo cevni lok zelo ozek in radij loka je potrebno držati dalj časa na želeni meri.
Zaradi tega je dobro, da v nadaljnji delovni fazi ogrevano področje, slika 2, enakomerno še ogrejemo. Sredina cevnega loka bo zato ostala med upogibanjem še vedno topla in jo pri tem občasno segrevamo na tistem mestu, kjer se lok ne upogiba enakomerno.
Radij pri toplotnem ogrevanju je odvisen od debeline stene s cevi:
- Pri s = 1 mm velja r ≥ 4 da
- Pri s = 1,5 mm zadošča r= 3 da
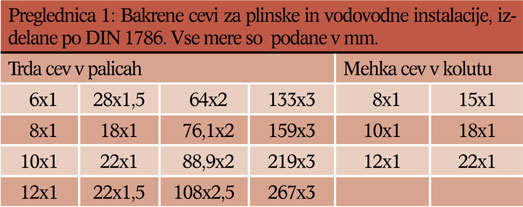
- Preko 18 mm zunanjega premera mora debelina stene znašati minimalno 1,5 mm.

Bakreno cev moramo pred postopkom upogibanja od konca navzven, preko dolžine upogiba, enakomerno segreti. Nato oblikujemo cevni lok, kot prikazuje slika 2.

Hladno upogibanje
Srednje trde in trde bakrene cevi lahko preprosto upogibamo z napravo ali s strojem za upogibanje cevi. Pri napravi za upogibanje srednje trdih cevi potrebujemo bočno vodilo in vzvod za poteg. Na sliki 3 lahko vidimo potek upogibanja trde bakrene cevi, s pomočjo upogibnega stroja do premera 22 mm. Pri večjih dimenzijah moramo cev na področju upogiba predhodno ogreti, da se cev omehča, drugače je upor prevelik.

Vrstni red zarisovanja:
- Na cev zarišemoželeno mero.
- Na upogibni matricioznačimo dolžinoradia.
- Želeno mero radija merimo nazaj.
- Zarišemo dolžinoradia.
- Dolžino upogiba nato razpolovimo (M1).
Mehke bakrene cevi se večinoma dobavljajo v kolutih, tako jih lahko upogibamo na hladno. Pri tem mora radij ustrezati premeru cevi: r = minimalno 6 da. Pri cevi dimenzije 18x14,57 se pokaže, da znaša mera za upogib loka okroglih 28,2 mm. Pri večkratnem upogibu sem ter tja postane mehka bakrena cev trda in jo moramo, če je to potrebno, ponovno ogreti, da se cev ponovno omehča. Na sliki 4 je prikazano zarisovanje cevi za izvedbo upogiba cevnega loka s pomočjo stroja za upogibanje. Radij je preko matrice v naprej določen.

Postopek upogibanja s strojem za upogibanje:
Pri vsaki vrsti oziroma tipu stroja je potrebno pred začetkom upogibanja najprej preveriti nastavitve. Upoštevati je potrebno naslednje zaporedje:
- Zarisovanje.
- Cev je potrebno najprej zarisati na želeno mero (M). Od vsote r = D/2 (polovica upogibne matrice) se meri nazaj (A). Z velikostjo matrice se določi upogibni radij (slika 4).
- Pred začetkom upogiba se cev položi točno na os matrice in jo nato pritrdimo, da se dobro prilega. Os je označena na okroglini matrice.
- Vodilo (za različne premere cevi) mora segati preko točke A in segati na nosilec za bakreno cev.
- Vzvod potegnemo v smeri puščice. Matrica z vrtenjem potiska cev skozi vodilo. Cev se pri tem ne sme na straneh izmikati.
Razen predhodno omenjenih bakrenih cevi še poznamo cevi s plastično izolacijo v kolutih in palicah. Pri spajkanju in upogibanju moramo najprej odstraniti zaščitni plašč. Na razpolago je tudi zajeten program predizoliranih cevi