Podjetje Mannesmann je že pred leti razvilo program v kombinaciji z mehko jekleno cevjo, za vgradnjo z zatiskanjem. Uporaba takšnih cevi, vključno s pripadajočimi veznimi spoji, je primerna za delovno temperaturo do 110 oC.
Prednosti vgradnje cevi so predvsem:
- Prihranek časa za vgradnjo
- Ni požarne nevarnosti v času vgradnje, kar je še posebej primerno za stare in zgodovinsko zaščitene zgradbe ter vgradnjo instalacij v montažne oziroma v objekte izdelane iz lesa.
Mehke jeklene cevi za maksimalni delovni tlak do 16 bar, so dobavljive z ali brez zaščitne prevleke iz Polipropilena (preglednica št. 1). Cevi je možno oblikovati hladne in to ročno ali s pomočjo naprave za upogibanje cevi. S cevmi, ki so zaščitene s plastično prevleko, lahko delo opravljamo pri temperaturi do - 10 °C.
Ključnega pomena pri vgradnji cevi, je namestitev spojnih kosov. Spojni kosi imajo na zunanjem robu izdelan utor, v katerega je nameščeno gumi tesnilo. Točno pod pravim kotom vstavimo cev do nastavka v spojnem delu in jo nato, s pomočjo električnega ali ročnega orodja, zatisnemo (slika št. 1). Pri zatiskanju, katero traja le nekaj sekund, se spojni kos (fiting) in cev dvakrat šestero robo nerazdružljivo zatisneta in hkrati sinhrono preoblikujeta tesnilo, v trajni fiksni spoj.
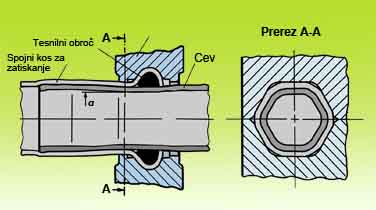
Po zatesnitvi ne sme biti na cevi opazen nikakršen greben; saj bi to pomenilo, da se je v času zatiskanja poškodoval gumijasti tesnilni obroček. Pri vstavljanju cevi v spojni del, ne smemo cevi preveč gibati (nevarnost preoblikovanja cevi). V primeru, da je to nujno potrebno, je cev priporočljivo predhodno namazati z milnico (nikakor z oljem). Zaradi stiskanja, cev na tem mestu nekoliko spremeni obliko v šesterokoten prerez. Na sliki št. 2 je prikazan primer, za preprečitev zasuka cevi.
Čeljusti na napravi za zatiskanje je potrebno menjavati za vsako odgovarjajočo dimenzijo cevi. Za vsako obliko spojnih delov za zatiskanje so na voljo različne vrste spojnih delov (spojke, loki, T-kosi itn.).
V kolikor se je potrebno z cevno instalacijo prilagoditi, moramo zaviti samo cev, tako, da ne obremenimo spojnih delov. Tako kot pri drugih instalacijah, moramo tudi tukaj pri nadometni in podometni montaži, zaradi sprememb predvideti raztezanje cevi. Pri podometni izvedbi vgradimo oplaščeno cev in izoliramo goli spojni kos ter na koncu vse skupaj previjemo s proti korozijsko zaščito. Preglednica št. 1 prikazuje dimenzije mehkih jeklenih cevi.
Preglednica št. 1: Mehke jeklene cevi za povezovanje z zatiskanjem
|
Zunanji premer cevi v mm |
Debelina cevi v mm |
||
|
12 |
15 |
18 |
1,0 - 1,2 |
|
22 |
28 |
35 |
1,5 |
|
Upogibni radij oplaščene cevi: 2,5 D Upogibni radij ne oplaščene cevi: 2,5 D |
|||
Postopek vgradnje spojnega kosa in cevi:
- Cev odrežemo na določeno mero s cevnim rezalnikom
- Na cevi v notranji in zunanji strani obdelamo robove (cevno frezalo za zunaj in znotraj)
- Preverimo tesnilni obroč in očistimo spojno objemko, če je potrebno
- Na cevi označimo globino za vstavitev
- Spojni kos, z rahlim zasukom, počasi vstavimo na cev
- Za zatiskanje uporabimo pravilno čeljust in zatisnemo s primerno napravo za zatiskanje.
Na sliki št. 2 je prikazan način zatiskanja cevi in spojnega kosa z orodjem za zatiskanje.

Delovni postopek pri izolaciji spojke
- Nezaščitene dele je potrebno pred namestitvijo izolacije predhodno dobro očistiti
- S korozijskim premaznim sredstvom skrbno in z zadostnim preklopnim spojem navijemo